חשיבות גימור השטח בתהליך פיתוח המוצר
כשאנחנו ניגשים לתהליך של פיתוח מוצר, אנו נוטים להתמקד בפונקציונליות, במכניקה ובאלקטרוניקה. עם זאת, האינטראקציה הראשונה של המשתמש עם המוצר היא ויזואלית וטקטילית (מגע). גימור השטח הוא השפה שבה המוצר משדר למשתמש את איכותו ואת ייעודו. מוצר רפואי עשוי לדרוש גימור חלק וקל לניקוי, בעוד שכלי עבודה ידני ידרוש טקסטורה מחוספסת לאחיזה בטוחה.
מעבר לאסתטיקה, לגימור השטח יש תפקיד הנדסי מכריע. הוא משפיע על החיכוך, על עמידות בפני שחיקה, על איכות הצביעה או ההדפסה העתידית על החלק, ואפילו על זרימת הפלסטיק בתוך התבנית. הבנה מעמיקה של התקנים הקיימים תאפשר לכם לתקשר בצורה מדויקת עם יצרני התבניות, במיוחד כאשר מדובר על פיתוח מוצר בסין או במקומות אחרים בעולם, שם השפה הטכנית היא הגשר היחיד להבנה הדדית.

תקן SPI: הספקטרום שבין מבריק למט
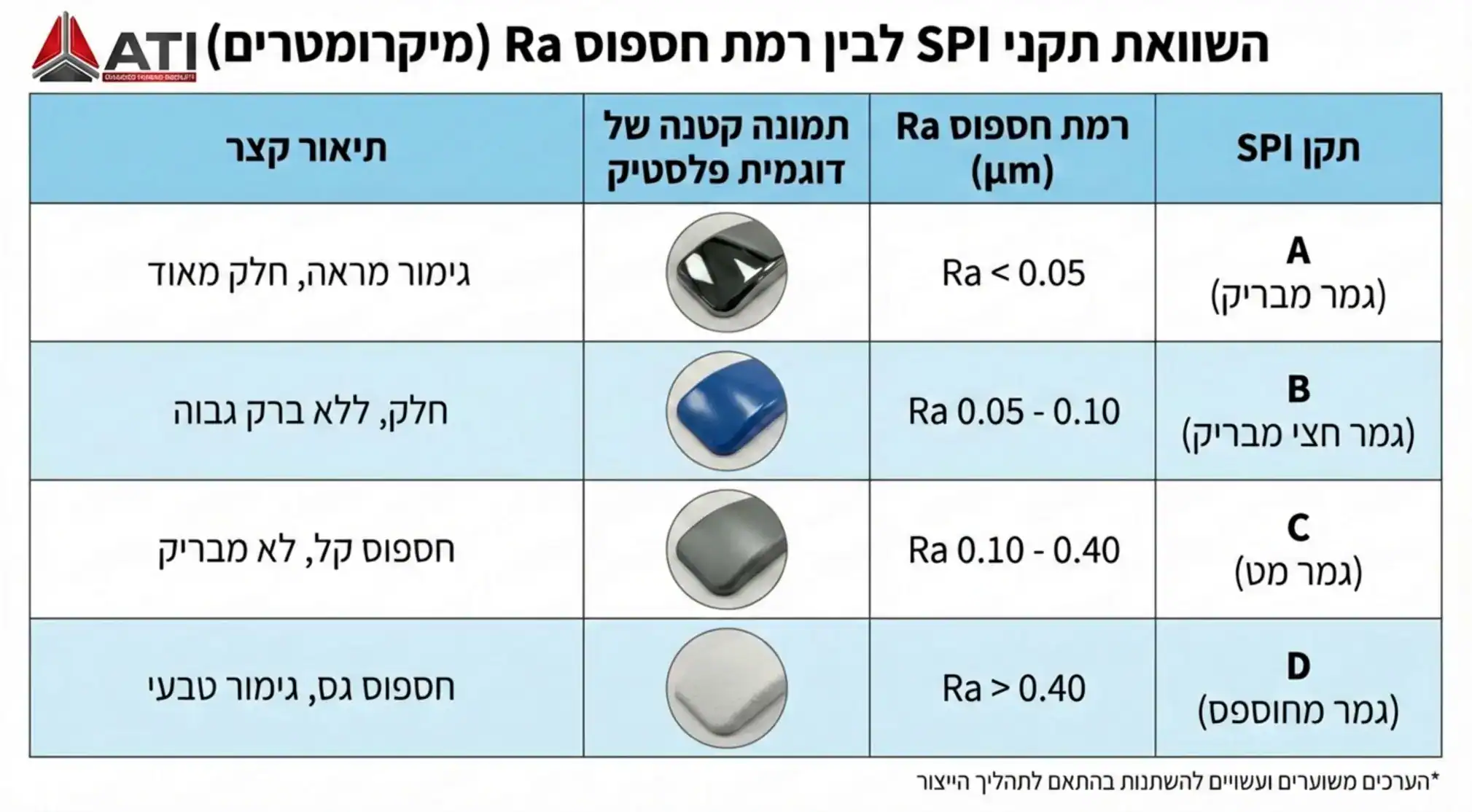
תקן SPI (Society of the Plastics Industry) הוא התקן המקובל ביותר בארצות הברית ובתעשיית הפלסטיק העולמית להגדרת רמת הליטוש של התבנית. התקן מחלק את הגימורים לארבע קטגוריות ראשיות (A, B, C, D), כאשר כל קטגוריה מחולקת לשלוש תת רמות (1, 2, 3).
קטגוריה A: גימור מבריק (Glossy / Diamond Polish)
זוהי הרמה הגבוהה ביותר של ליטוש. כדי להגיע לרמה זו, משתמשים במשחת יהלומים בדרגות שונות. התוצאה היא חלק שקוף או מבריק מאוד, הדומה למראה.
- SPI A-1: הליטוש הגבוה ביותר. משמש לעדשות אופטיות, מראות וחלקי פלסטיק שקופים הדורשים בהירות מקסימלית.
- SPI A-2: ליטוש גבוה מאוד, נפוץ במוצרי קוסמטיקה ואלקטרוניקה יוקרתית.
- SPI A-3: הסטנדרט הנפוץ לגימור "מבריק" במוצרי צריכה.
חשוב לזכור: גימור A הוא היקר ביותר לייצור מכיוון שהוא דורש עבודת יד רבה וזמן ממושך. כמו כן, הוא נוטה להבליט כל פגם קטן בפלסטיק, כמו שריטות, טביעות אצבע ואבק.
קטגוריה B: גימור חצי מבריק (Semi-Gloss / Paper Finish)
כאן הליטוש נעשה בעזרת נייר ליטוש (Sandpaper). התוצאה היא משטח חלק למגע אך פחות מבריק מקטגוריה A. זהו גימור מצוין להסרת סימני עיבוד שבבי מבלי להשקיע את העלות הגבוהה של ליטוש יהלום.
קטגוריה C: גימור מט (Matte / Stone Polish)
ליטוש המתבצע באמצעות אבני ליטוש. זהו אחד הגימורים הנפוצים ביותר למוצרים תעשייתיים ומוצרי צריכה שאינם דורשים ברק. הוא מסתיר היטב סימני עיבוד ופגמים קלים.
קטגוריה D: גימור מחוספס (Textured / Dry Blast)
גימור הנוצר על ידי התזת חול (Sandblasting) או זכוכית על התבנית. התוצאה היא משטח מט, לא מחזיר אור, ובעל חספוס אחיד. מתאים מאוד להסתרה של שקעים (Sink Marks) ולמוצרים הדורשים אחיזה נוחה.
תקן VDI 3400: שפת הטקסטורות הגרמנית
בעוד ש-SPI מתמקד בעיקר בליטוש, תקן VDI 3400 (של איגוד המהנדסים הגרמני – Verein Deutscher Ingenieure) משמש בעיקר להגדרת טקסטורות הנוצרות בתהליך EDM (עיבוד שבבי בפריקה חשמלית). תהליך זה יוצר ניצוצות חשמליים המאכלים את המתכת ויוצרים שקעים זעירים, מה שמעניק לפלסטיק מראה מגורען ומחוספס.
סולם VDI נפוץ מאוד בקרב יצרני תבניות, והערכים הנפוצים נעים בין VDI 12 (חלק יחסית) ל-VDI 45 (מחוספס מאוד). הנה השוואה כללית בין ערכי VDI לבין רמת החספוס (Ra):
| VDI Grade | Roughness Ra (µm) | תיאור תחושה ומראה |
|---|---|---|
| VDI 12 | 0.40 | מט חלק מאוד, כמעט משי |
| VDI 21 | 1.12 | מט סטנדרטי, נעים למגע |
| VDI 30 | 3.15 | מחוספס קלות, נפוץ בגב של טלפונים או שלטים |
| VDI 45 | 9.00 | מחוספס מאוד, גרגירי, מתאים לידיות אחיזה |
למידע נוסף ומעמיק על מדידת חספוס פני שטח (Surface Roughness) והפרמטר Ra, ניתן לעיין במקורות מקצועיים כמו Wikipedia.
הקשר הקריטי בין טקסטורה לזווית חליצה (Draft Angle)
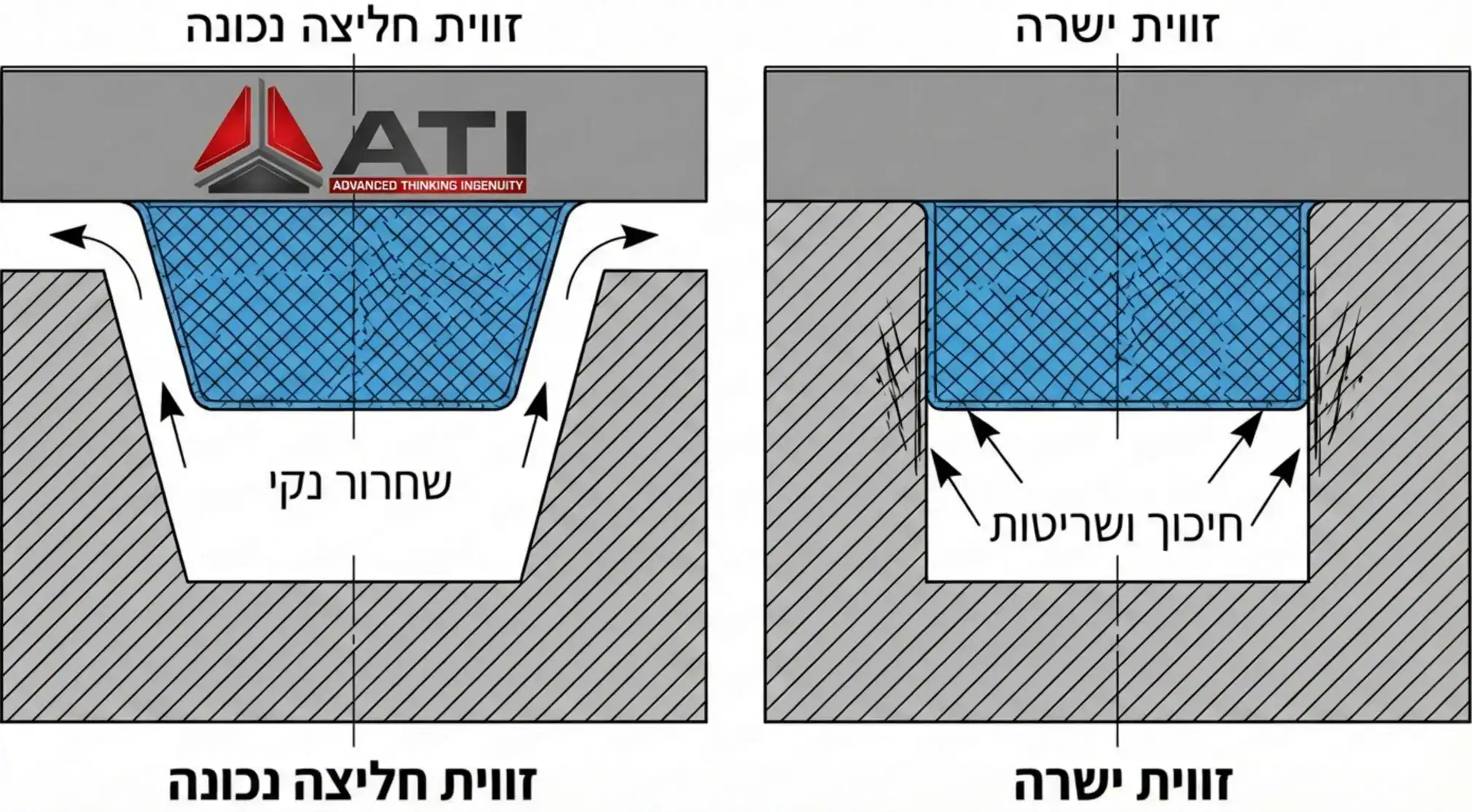
זוהי הנקודה שבה יזמים ומעצבים רבים נופלים. כאשר אנו מבצעים עיצוב מוצר ובוחרים בטקסטורה מחוספסת (כמו VDI 30 ומעלה), אנו חייבים להגדיל את זווית החליצה של דפנות המוצר. מדוע? מכיוון שהטקסטורה בתבנית מורכבת מ"גבעות ועמקים" מיקרוסקופיים. אם הדופן תהיה ישרה (0 מעלות), הפלסטיק שייכנס לתוך השקעים בתבנית ייתפס בהם בעת החליצה, והחלק יישרט או ייתקע.
כלל האצבע בתעשייה הוא תוספת של 1 עד 1.5 מעלות של זווית חליצה עבור כל 0.025 מ"מ (או 1 מיל) של עומק טקסטורה. התעלמות מכלל זה תוביל לסימני גרירה מכוערים על המוצר הסופי, ולצורך לבצע תיקונים יקרים בתבנית או לוותר על הטקסטורה הרצויה.
שיקולי עלות בבחירת גימור
העלות היא פקטור משמעותי בבחירת הגימור. ככלל, ככל שהגימור דורש יותר עבודת יד, כך הוא יקר יותר. להלן דירוג כללי של עלויות מהזול ליקר:
- גימור "As Machined": ללא ליטוש מיוחד, סימני הכרסום נראים לעין (מתאים לחלקים פנימיים נסתרים).
- SPI C / D (מט/התזת חול): תהליך יחסית מהיר וזול.
- VDI (EDM): תהליך המבוצע במכונה, עלותו בינונית ותלויה בזמן המכונה.
- SPI A (High Gloss): היקר ביותר. דורש ליטוש ידני קפדני תחת מיקרוסקופ, שלעיתים לוקח ימים שלמים עבור חלקים גדולים.
כאשר אתם מתכננים תקציב עבור פיתוח אבטיפוס או ייצור המוני, קחו בחשבון שדרישה לגימור מראה (Mirror Finish) יכולה לייקר את עלות התבנית בעשרות אחוזים בהשוואה לגימור מט סטנדרטי.
כיצד לבחור את הגימור הנכון למוצר שלכם?
הבחירה צריכה להתבצע בשלב מוקדם של התכנון. שאלו את עצמכם את השאלות הבאות:
- שימוש: האם המוצר ייגע בידיים רבות? (הימנעו מגימור מבריק שיראה טביעות אצבע).
- סביבה: האם המוצר יהיה בחוץ? טקסטורה עשויה לצבור לכלוך אם היא עמוקה מדי.
- אסתטיקה: האם אתם רוצים לשדר יוקרה טכנולוגית (מבריק) או עמידות וקשיחות (מחוספס)?
- פגמים: האם יש צלעות חיזוק בצד השני שעלולות ליצור שקעים? טקסטורה VDI או SPI D תסתיר זאת מצוין.
חשוב להתייעץ עם מומחים או לעיין בטבלאות השוואה מקצועיות כמו אלו שמסופקות על ידי ארגונים כמו ISO על מנת לוודא שהבחירה שלכם עומדת בתקנים הבינלאומיים.