המדע שמאחורי הריתוך: איך זה עובד באמת?
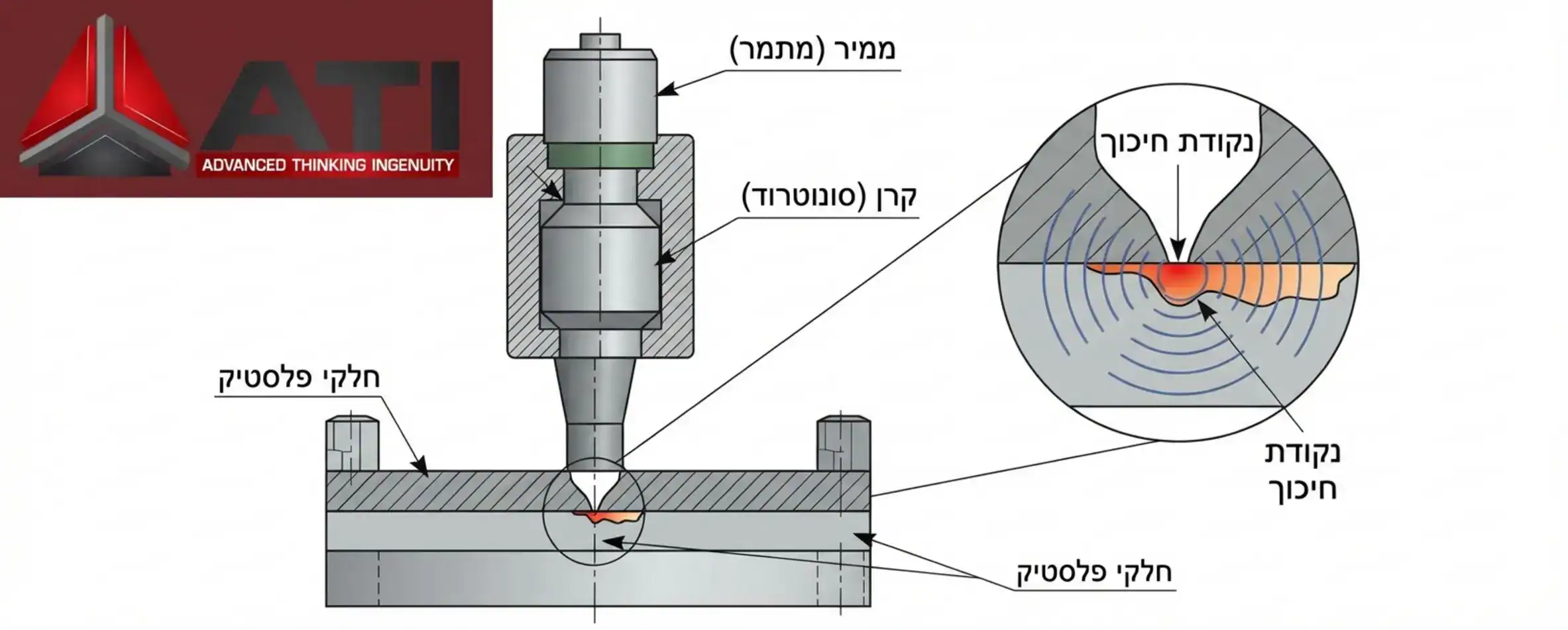
בבסיסו של הריתוך האולטראסוני עומד עיקרון פיזיקלי פשוט המיושם בצורה מתוחכמת המרת אנרגיה חשמלית לתנועה מכנית. המכונה מייצרת גלי קול בתדרים גבוהים, שהם מעבר לטווח השמיעה האנושית. אנרגיה זו מועברת דרך "קרן" (Sonotrode) מתכתית ישירות אל החלקים המיועדים לחיבור. הפעולה יוצרת חיכוך אינטנסיבי בנקודת המגע בין שני חלקי הפלסטיק.
החום הנוצר מהחיכוך גורם לפלסטיק בנקודת החיבור להגיע לנקודת ההיתוך שלו בתוך שבריר שנייה (לרוב בין 0.1 ל-0.5 שניות). ברגע שהרעידות מפסיקות, החלקים נשארים מהודקים תחת לחץ למשך זמן קצר נוסף (זמן השהייה) כדי לאפשר לפלסטיק המותך להתמצק וליצור חיבור מולקולרי חזק. התוצאה היא חיבור נקי, ללא שאריות חומר וללא צורך בהמתנה לייבוש.
רכיבי המערכת הקריטיים
כדי להבין את התהליך לעומק, חשוב להכיר את השחקנים הראשיים במכונת הריתוך:
- הגנרטור (Generator): הלב האלקטרוני שממיר את מתח הרשת לתדר גבוה.
- המתמר (Converter): רכיב פיאזו-אלקטרי ההופך את האות החשמלי לרעידות מכניות.
- הבוסטר (Booster): משמש כ"תיבת הילוכים" מכנית להגברת או החלשת משרעת (Amplitude) הרעידות בהתאם לסוג הפלסטיק.
- הקרן (Sonotrode/Horn): הכלי שבא במגע ישיר עם המוצר ומעביר אליו את האנרגיה. קרן זו מתוכננת ספציפית לכל מוצר ולרוב עשויה מטיטניום או אלומיניום.
תכנון נכון למוצר: סוד מכוון האנרגיה (Energy Director)
אחת הטעויות הנפוצות ביותר אצל יזמים בתחילת הדרך היא המחשבה שאפשר פשוט להניח שני משטחי פלסטיק שטוחים זה על זה ולרתך אותם. בפועל, ללא תכנון הנדסי מדויק של אזור החיבור, הריתוך יכשל. כאן נכנס לתמונה תהליך עיצוב מוצר המותאם לייצור.
כדי שהריתוך יצליח, יש לשלב בתבנית הפלסטיק אלמנט הנקרא "מכוון אנרגיה" (Energy Director). מדובר בבליטה משולשת קטנה (לרוב בזווית של 60 או 90 מעלות) על אחד החלקים. תפקיד המשולש הוא לרכז את אנרגיית הרעידות לנקודה צרה מאוד, מה שמבטיח שההיתוך יתחיל בדיוק שם ויתפשט בצורה אחידה. ללא מכוון אנרגיה, הרעידות יתפזרו על כל המשטח והחיבור יהיה חלש ולא אחיד.
יתרונות משמעותיים בייצור המוני
כאשר בוחנים טכנולוגיות חיבור עבור מוצרים סדרתיים, לריתוך אולטראסוני יש רשימת יתרונות שקשה להתחרות בה:
- מהירות: זמן המחזור הוא שניות בודדות, מה שמאפשר קצב ייצור של אלפי יחידות בשעה.
- אסתטיקה וניקיון: אין סימני דבק, אין ברגים בולטים, והמוצר נראה כיחידה אחת שלמה (Monolithic).
- איטום הרמטי: בשימוש במחבר גזירה (Shear Joint) ניתן להשיג אטימה מלאה לנוזלים וגזים.
- עלות שוטפת נמוכה: אין צורך לקנות חומרים מתכלים (כמו ברגים או דבקים) עבור כל יחידה. ההשקעה העיקרית היא בציוד ובתבניות.

אתגרים ומגבלות שחשוב להכיר
למרות היתרונות, השיטה אינה מתאימה לכל פרויקט. ראשית, עלות ההקמה הראשונית (Tooling) גבוהה יחסית. ייצור הקרן (Sonotrode) והמתקנית (Fixture) דורש דיוק רב ועולה כסף רב, ולכן השיטה פחות משתלמת לסדרות ייצור קטנות מאוד. שנית, קיימת מגבלה בחומרים רק פלסטיקים תרמופלסטיים (כאלו הניתנים להיתוך חוזר) מתאימים לתהליך. חומרים תרמו-סטים אינם ניתנים לריתוך אולטראסוני.
בנוסף, ישנה חשיבות עצומה להתאמה בין החומרים. ריתוך של שני פלסטיקים מסוגים שונים הוא מורכב ולעיתים בלתי אפשרי, אלא אם כן הם בעלי מבנה כימי דומה ונקודת היתוך קרובה. למידע נוסף על תכונות חומרים תרמופלסטיים, ניתן לקרוא במקורות מקצועיים כמו ויקיפדיה או איגודי תקינה בינלאומיים.
התאמת החומרים לתהליך
לא כל הפלסטיקים נולדו שווים בעיני מכונת הריתוך. בגדול, אנו מחלקים את הפלסטיקים לשתי משפחות עיקריות:
| סוג הפלסטיק | דוגמאות נפוצות | יכולת ריתוך |
|---|---|---|
| אמורפיים (Amorphous) | ABS, PC, Acrylic, PS | מצוינת. המבנה המולקולרי האקראי מאפשר מעבר יעיל של רעידות והיתוך הדרגתי. |
| גבישיים למחצה (Semi-Crystalline) | PP, PE, Nylon (PA), POM | מאתגרת יותר. המבנה הגבישי בולע את האנרגיה ודורש משרעת (Amplitude) גבוהה יותר ועיצוב ייחודי של נקודת החיבור. |
בשלב של פיתוח מוצר, בחירת החומר הנכון היא קריטית. אם המוצר דורש ריתוך ואתם מתעקשים על שימוש בפוליפרופילן (PP), המהנדס יצטרך לתכנן את מכוון האנרגיה בצורה שונה לחלוטין מאשר אם הייתם בוחרים ב-ABS.
יישומים נפוצים בתעשייה
הטכנולוגיה הזו נמצאת בכל מקום סביבנו:
- אלקטרוניקה צרכנית: מטענים, שנאים, אוזניות, שלטים.
- רכב: פנסים אחוריים, לוחות מחוונים, מסנני דלק.
- רפואה: מסננים לדיאליזה, מזרקים, שקיות עירוי (בשל היכולת לשמור על סטריליות ללא דבקים כימיים).
- צעצועים: הרכבת גופים של בובות ומכוניות משחק בצורה בטוחה לילדים.

ממחשבה לייצור: התפקיד של הנדסה מקצועית
המעבר מרעיון למוצר מוגמר העובר ריתוך אולטראסוני דורש ניסיון. זה לא משהו שניתן "להוסיף" ברגע האחרון. התכנון לריתוך משפיע על עובי הדופן, על מיקומי הרכיבים הפנימיים (כדי שלא ירעדו וינזקו בזמן הריתוך) ועל מבנה התבנית. אצלנו, בתהליך של ייצור מוצר, אנו לוקחים בחשבון את שיטת החיבור כבר בשלב הסקיצות הראשוניות.
תכנון לקוי עלול להוביל למוצרים שמתפרקים בנפילה, לאטימה לא מלאה, או לסימנים מכוערים על הפלסטיק כתוצאה מחימום יתר. ליווי הנדסי נכון חוסך עלויות אדירות של תיקון תבניות לאחר מעשה ומבטיח שהמוצר יצא מקו הייצור בדיוק כפי שדמיינתם אותו.