מהו תהליך ה-Sheet Metal ולמה הוא קריטי לפיתוח מוצרים?
עולם החומרה נשען במידה רבה על היכולת לעטוף רכיבים עדינים בתוך מעטפת חזקה, מוליכה (או מבודדת, בהתאם לצורך) ואסתטית. טכנולוגיית עיבוד הפח מציעה פתרון הנדסי המשלב חוזק מבני עם גמישות ייצורית. בניגוד לעיבוד שבבי (CNC Milling) הגורע חומר מתוך גוש, או הזרקת פלסטיק הדורשת המסת חומר לתוך תבנית, עיבוד פח מתחיל בלוח שטוח ומעצב אותו מחדש. עבור יזמים וחברות העוסקים בתחום של פיתוח מוצר, הבנת הטכנולוגיה הזו היא כלי ראשון במעלה.
התהליך מתאים במיוחד עבור:
- זיווד אלקטרוני: מארזים לממירים, נתבים, שרתים וציוד תקשורת.
- ציוד רפואי: עגלות נשיאה, מארזי מכשור ומעמדים.
- תעשייה ביטחונית: מארזים מוקשחים העומדים בתקנים מחמירים.
- לוחות חשמל ובקרה: ארונות סעף וקופסאות פיקוד.

השילוש הקדוש: חיתוך, כיפוף וגימור
תהליך הייצור של מארז מתכת מורכב ממספר שלבים כרונולוגיים שכל אחד מהם מחייב תכנון הנדסי מדויק.
1. חיתוך (Cutting) וניקוב (Punching)
השלב הראשון הוא הפיכת הלוח השטוח (הנקרא "פריסה") לצורה הגיאומטרית הנדרשת לפני הכיפוף. קיימות שתי שיטות מרכזיות:
- חיתוך לייזר (Laser Cutting): השיטה הנפוצה והמדויקת ביותר כיום. קרן לייזר רבת עוצמה חותכת את המתכת בדיוק של עשיריות המילימטר. היתרון הוא שאין מגע פיזי בין הכלי לחומר, מה שמונע עיוותים, והגימור בקצוות הוא נקי מאוד. מתאים במיוחד עבור בניית אב טיפוס וסדרות ייצור קטנות עד בינוניות.
- ניקוב (Punching/Turret Punch): מכונה המשתמשת בסדרת מקבים (Punches) כדי ליצור חורים וצורות. שיטה זו יעילה מאוד כאשר יש במארז הרבה חורים אוורור (גריל) או כאשר נדרש לבצע הטבעות (כמו יצירת תבריגים או הרמות פח) תוך כדי החיתוך.
2. כיפוף (Bending)
לאחר החיתוך, החלק השטוח עובר למכונת הכיפוף (Press Brake). כאן בא לידי ביטוי הידע של מתכנן המוצר. המכונה מפעילה לחץ עצום על הפח כנגד מבלט תחתון (Die) וסכין עליונה (Punch) כדי ליצור את הזווית הרצויה. בתהליך זה יש לקחת בחשבון את ה-Bend Allowance (תוספת כיפוף) וה-Springback (נטיית המתכת לחזור מעט אחורה לאחר הכיפוף).
3. החדרת קשיחים (Inserts)
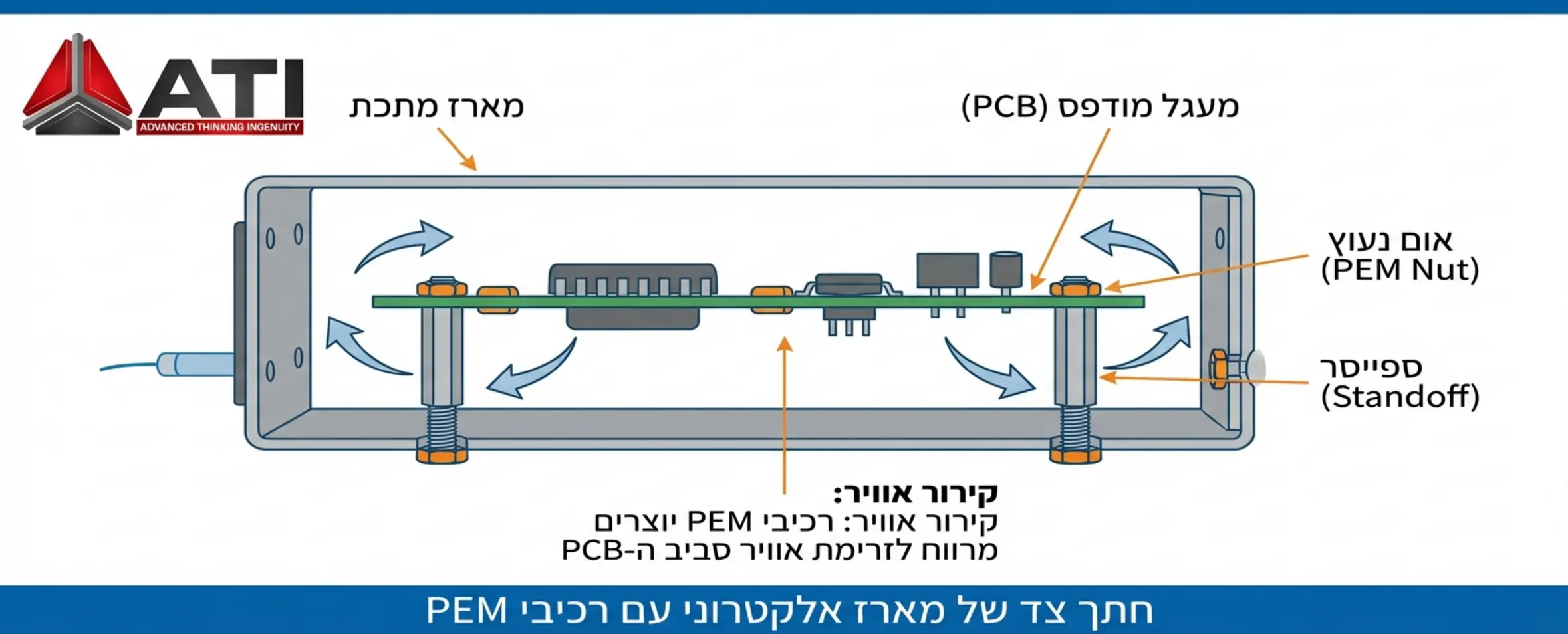
אחד ההבדלים המהותיים בין סתם "קופסת פח" לזיווד אלקטרוני מקצועי הוא השימוש באביזרי חיבור. בלוחות דקים (למשל 1-1.5 מ"מ) קשה ליצור הברגה חזקה שתחזיק מעמד. לשם כך משתמשים במכונת החדרה (Press) כדי לקבע אומים, ברגים וספייסרים (Standoffs) מסוג PEM. אלו מאפשרים הרכבה קלה של המעגל המודפס (PCB) בתוך המארז.
תכנון נכון של זיווד למוצר אלקטרוני
כאשר ניגשים למשימת תכנון ועיצוב מוצר המבוסס על פח, ישנם מספר עקרונות ברזל שישמרו על עלויות נמוכות ואיכות גבוהה.
בחירת חומר הגלם
הבחירה בחומר משפיעה על המשקל, העלות, פיזור החום והגימור:
- אלומיניום (סדרות 5052 או 6061): קל משקל, מוליך חום מצוין (חשוב מאוד לאלקטרוניקה), אינו מחליד בקלות וקל לעיבוד. חומר מועדף לזיווד מוטס או נייד.
- פלדה (CRS / Cold Rolled Steel): חזקה, זולה יחסית, אך דורשת ציפוי מגן (כמו צביעה או גלוון) למניעת חלודה. נפוצה מאוד במארזי מחשב תעשייתיים.
- נירוסטה (Stainless Steel 304/316): יקרה וקשה לעיבוד, אך מציעה עמידות אבסולוטית לקורוזיה ומראה יוקרתי ללא צורך בצבע. חובה בציוד רפואי או מזון.
על פי נתונים מאתר הנדסת החומרים MatWeb, מוליכות החום של אלומיניום גבוהה משמעותית מזו של פלדה, נתון קריטי כאשר מתכננים מארז ללא מאווררים (Fanless).
התמודדות עם חום (Thermal Management)
מוצרים אלקטרוניים מייצרים חום, והמארז חייב לפנות אותו. בתכנון Sheet Metal ניתן לשלב פתחי אוורור ייעודיים ללא עלות נוספת משמעותית (בחיתוך הלייזר). במקרים בהם המעבד או רכיבי הכוח צמודים לדופן המארז, הפח עצמו משמש כגוף קירור (Heatsink). במקרים כאלו, נבחר באלומיניום ונמנע מצביעה בנקודות המגע כדי להבטיח מעבר חום אופטימלי.
צביעה בתנור וגימורים: לא רק אסתטיקה
שלב הגימור הוא זה שקובע את המראה הסופי של המוצר ואת עמידותו לאורך שנים. השיטה הנפוצה ביותר היא צביעה באבקה (Powder Coating). בתהליך זה, אבקה אלקטרוסטטית מותזת על החלק, שנכנס לאחר מכן לתנור בטמפרטורה של כ-200 מעלות. האבקה נמסה והופכת לשכבה פולימרית קשיחה ועמידה מאוד לשריטות ומכות.
חשוב לזכור: צבע הוא מבודד חשמלי. בזיווד אלקטרוני, נדרשת לעיתים קרובות מוליכות חשמלית בין חלקי המארז לצורך הארקה וסיכוך אלקטרומגנטי (EMC/RFI). לכן, יש להגדיר בשרטוט אזורים ללא צבע (Masking) או להשתמש בציפויים מוליכים כמו אלודין (Alodine) לאלומיניום לפני או במקום הצביעה.
| מאפיין | Sheet Metal (כיפוף פח) | הזרקת פלסטיק |
|---|---|---|
| עלות הקמה (NRE) | נמוכה מאוד (אין תבניות) | גבוהה מאוד (עשרות אלפי דולרים לתבנית) |
| גמישות לשינויים | גבוהה מאוד (שינוי בקובץ בלבד) | נמוכה (דורש שינוי פיזי בתבנית) |
| חוזק מכאני | גבוה מאוד | בינוני (תלוי בחומר ובתכנון) |
| סיכוך EMI/RFI | טבעי (כלוב פראדיי) | דורש ציפוי מיוחד ויקר |
| כדאיות כלכלית | אב טיפוס עד אלפי יחידות | ייצור המוני (עשרות אלפים ומעלה) |
טעויות נפוצות בתכנון זיווד
כחברה המלווה יזמים רבים בתהליך של ייצור מוצר בסין ובארץ, אנו נתקלים בטעויות חוזרות שיכולות לייקר את הייצור משמעותית:
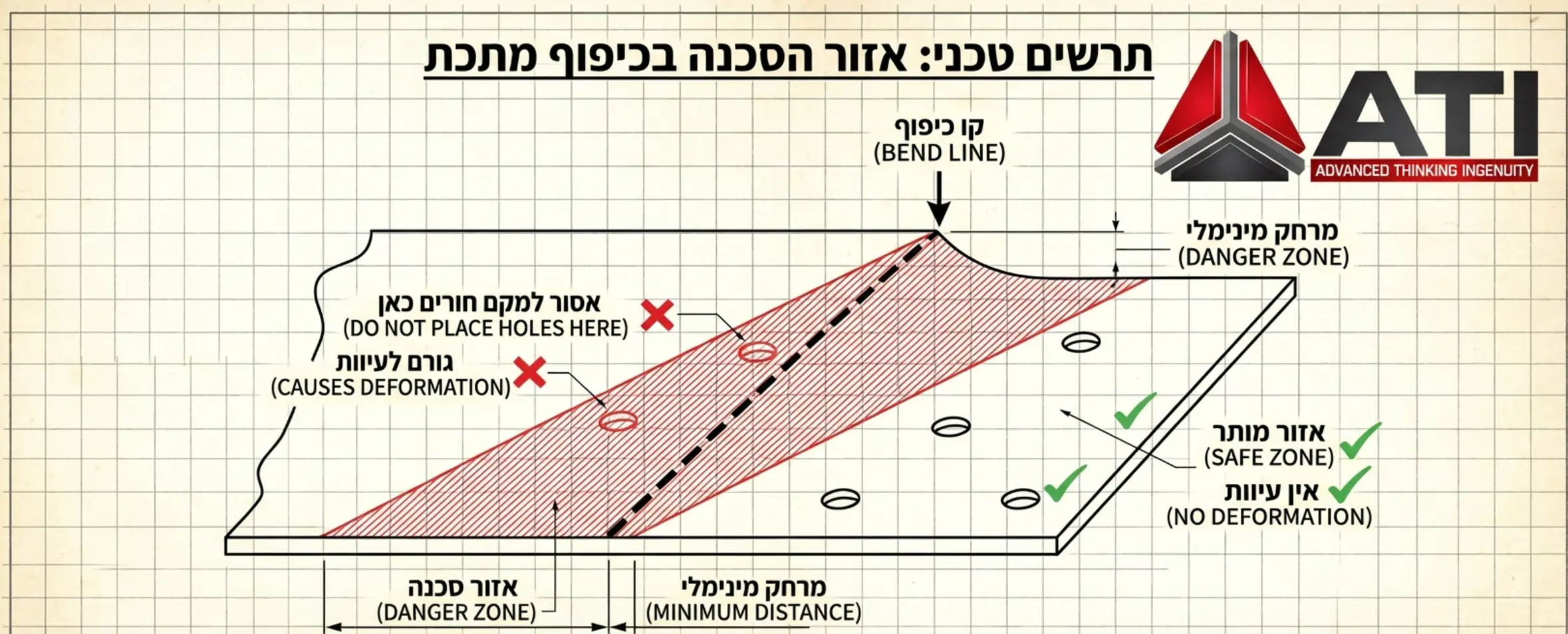
- חורים קרובים מדי לכיפוף: כאשר קדח ממוקם קרוב מדי לקו הכיפוף, הוא עלול להתעוות בזמן הלחץ. יש לשמור על מרחק מינימלי המוגדר כפונקציה של עובי החומר.
- רדיוס כיפוף לא אחיד: מומלץ לתכנן את כל הכיפופים במוצר עם אותו רדיוס פנימי כדי למנוע את הצורך בהחלפת כלים במכונה (Set-up), מה שחוסך זמן וכסף.
- חוסר התחשבות בעובי הציפוי: צביעה בתנור מוסיפה כ-60 עד 100 מיקרון לעובי החלק. אם התכנון הוא בטולרנס אפס, החלקים לא יתחברו לאחר הצביעה.
מפיתוח לייצור: המעבר לתעשייה
היתרון הגדול של עבודה עם מומחים בתחום הזיווד הוא היכולת לקחת קובץ תלת-ממד (CAD) ולהפוך אותו למוצר מוגמר בזמן קצר. תהליך הפיתוח ב-ATI כולל בדיקות היתכנות וניתוח DFM (Design For Manufacturing) עוד לפני שהלייזר מבצע את החיתוך הראשון. זהו שלב קריטי שבו מוודאים כי המארז לא רק נראה טוב במסך המחשב, אלא גם ניתן לייצור סדרתי יעיל, נוח להרכבה על ידי עובדי פס הייצור, ועומד בתקנים הנדרשים.
על פי נתונים מארגון התקינה הבינלאומי NEMA, עמידה בתקני איטום (כגון IP65 או NEMA 4) דורשת תכנון מקדים של תעלות לאטמים וריתוכים רציפים, אלמנטים שחובה להגדיר כבר בשלב השרטוט הראשוני של הפח.
סיכום
מארז המתכת הוא הבית של המוצר שלכם. תכנון נכון בטכנולוגיית Sheet Metal מאפשר ליצור מוצרים עמידים, אסתטיים ופונקציונליים תוך שמירה על תקציב שפוי וגמישות תפעולית. השילוב בין חיתוך לייזר מדויק, כיפוף חכם וגימור איכותי בצביעה בתנור, מעניק למוצר הסופי את תחושת ה-Premium שלקוחות מחפשים.